高濃度氨氮廢水來源甚廣,如合成氨、煤炭焦化、石油化工、制藥、食品生產等均產生大量高濃度氨氮廢水,這類廢水不僅會引起水體富營養化,造成水資源污染,而且給水處理回收利用帶來很大的困難,甚至會對人體和各種生物產生毒害作用。
本文主要討論蒸氨法在處理煤氣化工藝產生的工業廢水中的應用,煤氣化生產工藝在現代工業應用中已經十分成熟,大約有二十多種,其生產過程主要包括以下環節 :原煤準備、氣化單元、變換單元、酸性氣體脫除單元。其中,氣化單元產生的粗煤氣進行急冷和洗滌過程會產生大量的廢水,這些廢水成分復雜,氨氮含量很高,一經排放會對生態環境產生長期危害。
1 裝置簡介
本蒸氨裝置建成后為連續運行生產,處理原料為變換系統汽提尾氣產生的低溫凝液、變換尾氣進入酸性火炬系統產生的酸性火炬氣凝液和煤氣化廢水閃蒸后的閃蒸汽體進入高壓富氫火炬系統產生的高壓富氫凝液。
本裝置適用三種操作工況 :
工況一 :僅適用以變化系統產生的汽提尾氣凝液作為進水。
工況二 :在工況一基礎上,考慮酸性氣火炬凝液進入蒸氨系統。
工況三 :在工況一基礎上,考慮高壓富氫火炬凝液進入系統。采用單塔加壓側線抽出汽提工藝,流程簡單,操作方便,能耗低,酸性水經過凈化,可達到回用指標,送至下游裝置進行處理 ;汽提塔側線采出富氨氣,經三級分凝和氨吸收生成 20%(wt)氨水,送至其他裝置回用。
2 工藝原理及流程
2.1 工藝原理
本 裝置 處 理的 原 料 廢水 主 要是 含 NH4HS、
(NH4)2CO3、NH4HCO3 等銨鹽水溶液,這些弱酸堿鹽在水中產生游離態硫化氫、氨和二氧化碳分子,是化學平衡、電離平衡和相平衡共存的復雜體系,影響體系平衡
的主要因素是濃度和分子比。對原料廢水進行加熱可促進水解作用,使游離的硫化氫、氨和二氧化碳分子增加,在適當條件下游離分子可從液相轉入氣相,從而達到去除廢水中氨氮的目的。汽提過程中存在如下化學平衡 :
2.2 工藝流程
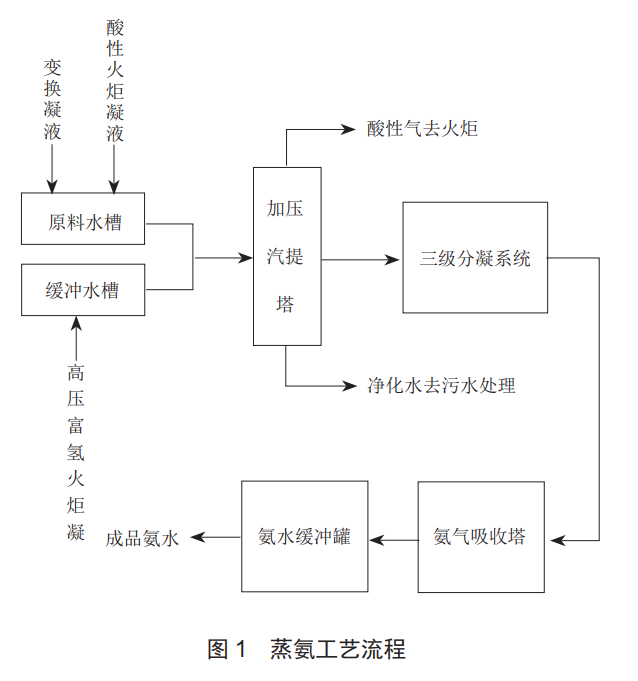
來自裝置外的變換凝液和酸性氣火炬凝液進入原料水槽,高壓富氫火炬凝液進入緩沖水槽,兩種廢水經離心泵升壓后送入加壓汽提塔,在塔底用蒸汽進行加熱汽提,塔頂酸性氣送入酸性火炬系統,塔釜凈化水送至污水處理工段。加壓汽提塔側線采出富氨氣經三級分凝處理后送入氨氣吸收塔,洗滌水從氨氣吸收塔頂部進入與氨氣在塔內逆流接觸進行氨氣吸收,產生的氨水進行回收濃縮,直至氨水合格后送至氨水罐待售。工藝流程如圖 1 所示。
3 處理效果討論
本蒸氨裝置處理原料為變換低溫凝液、高壓富氫火炬凝液和酸性火炬凝液,處理量為 30 m3/h,經蒸氨處理后送去污水處理工段進行后續處理。本次以蒸氨裝置運行中的某一段時間運行情況進行分析討論,主要分析其高氨氮廢水處理后期氨氮含量的變換情況,其氨氮運行分析如圖 2 所示。

由圖 2 可知 :變換 / 酸性火炬凝液原料氨氮含量非常高,在 20 000~40 000mg/L 之間,且數值波動比較大,這與酸性火炬系統介質復雜性和多樣性有很大關系,凝液氨氮含量波動原因需進一步做大量原料分析才能確定 ;高壓火炬凝液原料氨氮含量比較穩定,一般在 5 000 mg/L 左右,這是因為高壓火炬主要為煤氣化工段排放,原料成分單一,故氨氮含量波動不大 ;兩種廢水經蒸氨處理后氨氮含量明顯降低。
本次隨機選取五天原料廢水和處理后凈化水氨氮含量作為參考,討論本裝置對廢水氨氮去除效果,水中氨氮含量單位為 mg/L。分析數據如表 1 所示。

由表可知 :兩種高濃度氨氮廢水混合進入蒸氨系統處理后,其凈化水氨氮含量< 30 mg/L,氨氮去除率達99% 以上,且氨氮含量水平穩定,由此可知蒸氨法在處理高濃度氨氮廢水效果非常明顯。
由以上運行數據及結果可知,蒸氨法在處理高濃度氨氮廢水效果明顯,氨氮去除率高,流程簡單,易于操作,為工業應用提供了很好的實踐基礎。
4 問題及建議
本裝置目前運行還存在以下問題 :一是裝置處理能力偏小,處理量為 30 m3/h,這是設計瓶頸問題,暫時不能有效改善,建議后續應用根據自身需求合理提高設計處理量 ;二是氨水產品品質不穩定,雜質較多,需繼續優化調整工藝操作參數,改善產品質量 ;三是管線易結晶,尤其在冬季結晶風險更大,嚴重影響蒸氨裝置穩定長周期運行,建議根據需求在管線易結晶增處增加電伴熱或蒸汽伴熱,防止管線結晶堵塞。
5 如何選購合適的環保設備
首先,去看供應商成功案例現場觀看效果。
其次,約定出水執行標準,處置程度不同,污水處理成本會有很大差異。
最后,在購買前多家環保公司對比,確定合同條款,付款流程比例。
如果您想免去考察案例、定制合同、方案對比、資質驗證等繁瑣事務,建議搜索污水寶。污水寶是全國污水處理平臺,經過專業認證的環保公司。每天都有大量業主通過污水寶平臺選購環保設備。