ЩюлкЪааlЩњЬРэSВЩгУИпиЂОњЙЄЫІпMГіПкzвпВЛКЯИёЕФгЮяюЎaЦЗпMааoКІЛЏЬРэЃЌЦфжївЊЬРэдOфщеєжѓЙоЁЃzвпВЛКЯИёЕФгЮяюЎaЦЗбbШыеєжѓЙоЃЌЯђеєжѓЙоШЭЈШы1 MPaЕФеєЦћЃЌМгсжС145-150ЁцЃЌШЛКѓБЃи16-24 hЃЌвдиЕзЂчгЮяюЎaЦЗЫљyЇЕФИїюМОњЁЂВЁЖОЁЃгЮяюЎaЦЗНИпиЬРэКѓаЮГЩЕФдќЫЎЛьКЯЮяЪзЯШпMаагЭЫЎЗжыxЃЌШЛКѓпMааЙЬвКЗжыxЃЌЗжыxГіЕФUЫЎжавИЁЮяЁЂАБЕЊЁЂгаCЮятЖШКмИпЁЃдSMІДЫUЫЎпMааЬРэЃЌЕЋјШФПЧАп]гаюЫЦUЫЎЕФЬРэЙЄГЬР§ЃЌвђДЫгаБивЊІдUЫЎЕФЬРэпMаажадбаОПЃЌщыHЩњЎaЬсЙЉдOгвРўЁЃ
1ЁЁжадЬРэЯЕНyдOгКНщ
1.1 UЫЎэдД
ЩюлкЪааlЩњЬРэSUЫЎЕФжївЊэдДщЃК(1)ИпиЂОњп^ГЬжаЯђеєжѓЙоШЭЈШыеєЦћРфФ§КѓЎaЩњЕФРфФ§ЫЎЁЃ(2)ФгЮяюЎaЦЗжаШмГіЕФгЭжЌЁЂЕААзй|ЁЂѓwвКЕШЁЃгЩгкМгсКѓБЃиrщgщLЃЌгЮяюЎaЦЗДѓВПЗжШмгкЫЎжаЃЌеєжѓКѓЕФUдќщгЮяюЎaЦЗджиСПЕФ1/5зѓгвЁЃ(3)ЗХСЯЭъЎ КѓМгШыЕФЩйСПЧхЯДЫЎЁЃ
1.2ЁЁUЫЎЫЎй|
UЫЎЫЎй|вБэ1ЁЃ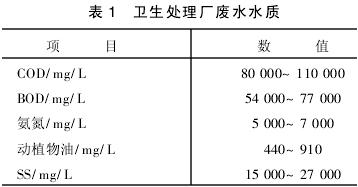
UЫЎЕФЫЎй|ШЁQгкгЮяюЎaЦЗЕФГЩЗжЁЂИЏЁГЬЖШЁЂМгсrщgЁЂБЃиrщgЕШЖрЗNвђЫиЁЃНе{ВщЁЂШЁгЁЂЗжЮіЃЌUЫЎОпгаШчЯТЬиќcЃК
(1)гаCЮятЖШИпЃЌАБЕЊКЌСПИпЃЌІгкФГаЉгЮяюЎaЦЗЃЌUЫЎЕФCODИпп_289 000mg/LЁЃ
(2)UЫЎЕФЩЋЖШИпЃЌЧвгаrўгаКГєЁЃ
(3)ЫЎй|ЁЂЫЎСПзЛЏКмДѓЃЌUЫЎЕФЎaЩњСПШЁQгкгЮяюЎaЦЗЕФЬРэСПЃЌЖјгЮяюЎaЦЗЕФЬРэСПзЛЏOДѓЁЃ
(4)UЫЎЕФBOD/CODщ0.5ЃК0.6ЃЌОпган^КУЕФПЩЩњЛЏадЁЃаlЩњЬРэSЕФUЫЎзюНKХХШыЩюлкЪаIКгЮлЫЎЬРэSЃЌUЫЎНЬРэКѓЃЌГіЫЎЬааЁЖЮлЫЎОCКЯХХЗХЫЪЁЗ(GB8978-96)Ш§МЫЪ(
ЂееЦЄИяЁЂОЦОЋааI)ЃЌжївЊЫЎй|жИЫщЃКCOD<1 000 mg/LЃЌBOD<600 mg/LЃЌгжВЮягЭ<100 mg/LЁЃ
1.4ЁЁжадЙЄЫСїГЬ
гЩгкUЫЎтЖШКмИпЃЌЧвПЩЩњЛЏадн^КУЃЌвђДЫВЩгУ
бѕ-КУбѕЬРэЙЄЫЁЃUЫЎЪзЯШпMШыЫЎНтЫсЛЏЦїЃЌдкДЫпMвЛВНЬсИпПЩЩњЛЏадЃЌЭЌrгжШЅГ§ДѓВПЗжвИЁЮяЃЛЫЎНтЫсЛЏЖЮЕФГіЫЎпMШыUASBЗДЊЦїЃЛНUASBЗДЊЦїЬРэКѓЕФUЫЎ(вИЁЮяКЌСПн^ЕЭ)ЃЌпMШыAFЙЄЫЃЛгЩгкUЫЎжаАБЕЊтЖШн^ИпЃЌКУбѕЬРэВЩгУСЫОпган^УЕЊФмСІЕФSBRЙЄЫЁЃжадЙЄЫСїГЬвD1ЁЃ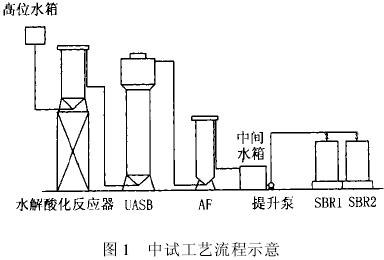
1.5ЁЁжаджївЊбbжУ
(1)ЫЎНтЫсЛЏЗДЊЦїЁЃAЭВаЮЃЌЕзВПщЕЙхFѓwЃЌжБН0.9 mЃЌПИп2.5 mЃЌгааЇШнЗe1.2 m3ЁЃгЩЕзВПпMЫЎЃЌНэВПЕФжмп
вчСїбпвчСїГіЫЎЁЃ
(2)UASBЗДЊЦїЁЃAЭВаЮЃЌЗжщЗДЊ
^ХcШ§ЯрЗжыx
^ЩВПЗжЁЃЯТВПЗДЊ
^ЕзВПщЕЙхFѓwЃЌЗДЊ
^жБН0.9 mЃЌИп4 mЃЌгааЇШнЗe2.4 m3ЃЛШ§ЯрЗжыx
^жБН1.2 mЃЌИп1 mЁЃЗДЊЦїгЩЕзВПпMЫЎЃЌШ§ЯрЗжыxЦїЕФГіЫЎгЩЗжыxЦїэВПЕФжмп
вчСїбпвчСїГіЫЎЁЃ
(3)AFЗДЊЦїЁЃAЭВаЮЃЌЕзВПщЕЙхFѓwЃЌжБН0.7 mЃЌПИп2.8 mЃЌгааЇШнЗe0.7 m3ЁЃШбbНMКЯЬюСЯЃЌЬюСЯИп1.8 mЃЛЩњЮяФЄ
^ЩЯВПщГЮЧх
^ЃЌИп0.25mЃЌГЮЧх
^жмп
дOвчСїбпЁЃ
(4)SBRЗДЊЦїЁЃЙВ2ЃЌУПSBRЗДЊЦїжБН0.85 mЃЌПИп1.5 mЃЌгааЇШнЗe0.7 m3ЃЌВЩгУЩфСїЦитЦїпMааЦитЁЃ
2ЁЁп\ааЧщr
2.1ЁЁЂг
жадбbжУЕФЂгrщgщ3дТЃЌUЫЎЕФиЖШщ22Ёц-31ЁцЁЃ
(1)ЫЎНтЫсЛЏЗДЊЦїЁЃЗДЊЦїШЕФНгЗNЮлФрщЩюлкЪаIКгЮлЫЎЬРэSКУбѕтПsЮлФрЃЌНгЗNСПщ5kgVSS/m3ЁЃЫЎНтЫсЛЏЗДЊЦїШЕФЮлФрГЪаѕ юЃЌдкдђГѕЦкГіЌFСЫВПЗжЮлФргЩгкГСНЕадФмВюЖјЩЯИЁЁЂСїЪЇЕФЧщrЃЌЕЋдђжаЮДг^ВьЕНЮлФрСїЪЇІЫЎНтЫсЛЏЗДЊЦїгаУїя@ЕФгАэЁЃ
(2)UASBЗДЊЦїЁЃЦфНгЗNЮлФрШЁздЩюлкЪаФГ№BиiіUЫЎЬРэеОЕФUASBЗДЊЦїЃЌНгЗNЮлФрЛюадн^ИпЧвГСНЕадФмСМКУЃЌНгЗNСПщ15 kgVSS/m3ЁЃUASBЗДЊЦїЂгГѕЦкЃЌпMЫЎЯЁсжС3 000-5 000 mgCOD/LЃЌпMЫЎСПщ0.5 m3/dЁЃдкЂгГѕЦкАlЩњп^вЛДЮЮлФрЩЯИЁЌFЯѓЃЌЕЋЭЈп^НЕЕЭиКЩЃЌШЫЙЄгШ§ЯрЗжыxЦїШЕФЩЯИЁЮлФргЃЌЩЯИЁю}КмПьЕУЕННтQЃЌВЂЧвдйЮДГіЌFЮлФрЩЯИЁЌFЯѓЁЃ
(3)
бѕVГиЁЃ
бѕVГиЕФНгЗNЮлФрХcUASBЗДЊЦїЕФЯрЭЌЃЌНгЗNСПщ15 kgVSS/ m3ЁЃЂгп\аа30ЬьКѓЃЌАlЌFЩњЮяФЄЕФКёЖШДѓДѓдіМгЃЌЧвн^ОoУмЁЃЭЈп^я@ЮЂчRг^ВьЃЌПЩАlЌFДѓСПЕФUОњЁЂЧђОњЁЂНz юОњЁЂЛЁОњЃЌVГиЎaтСПЗЖЈЃЌЧвГіЫЎЕФCODыSпMЫЎтЖШЕФВЈгн^аЁЃЌЛљБОЗЖЈдк3 000mg/LзѓгвЁЃдђАlЌFЃЌНMКЯЬюСЯЕФФЄИќаТЯрІШнвзЃЌПЩБмУтЗфИCЬюСЯЁЂмадЬюСЯЕШШнвзГіЌFЕФзшШћю}ЁЃ(4)SBRЗДЊЦїЁЃЗДЊЦїЕФНгЗNЮлФрщЩюлкЪаIКгЮлЫЎЬРэSКУбѕтПsЮлФрЃЌНгЗNСПщ10kgVSS/m3ЃЌЂгЦкщgSBRЗДЊЦїЕФпMЫЎCODБЃГждк3000 mg/LзѓгвЁЃ
2.2ЁЁЯЕНyп\аааЇЙћ
дке§ГЃп\аажаЃЌUЫЎЬРэЯЕНyЕФИїэжИЫОљп_ЕНСЫюAЦкаЇЙћЃЌећЬзЬРэЯЕНyCODЕФШЅГ§ТЪДѓгк99%ЃЌАБЕЊЕФШЅГ§ТЪщ98%ЃЌЭтХХUЫЎЫЎй|MзуGB8978-96Ш§МЫЪ( ЂееЦЄИяЁЂОЦОЋааI)вЊЧѓЁЃ
3ЁЁЗжЮіХcПНY
(1)дЙЄЫИљўUЫЎЕФадй|ВЩгУШЋЩњЛЏЙЄЫЃЌЂЫЎНтЫсЛЏЃЌUASBЃЌ
бѕVГиЃЌSBRЕШЬРэЮдЊгаCЕиНYКЯЦ№эЃЌИїЙЄађШЁщLбaЖЬЃЌЬсИпСЫЯЕНyп\ааЕФЗЖЈадХcПЩППадЁЃБОЙЄЫ
бѕЖЮВЩгУШ§МВЛЭЌЕФ
бѕЙЄЫЃЌн^жЎЮЊвЛЖЮ
бѕЬРэЛђЖрМЯрЭЌЕФ
бѕЙЄЫДЎТОпгаЗЧГЃУїя@ЕФнЁЃКУбѕЖЮВЩгУSBRЙЄЫЃЌдЙЄЫОпган^КУЕФУЕЊФмСІЃЌПЩЂЯѕЫсћ}ЁЂАБЕЊЕШІЮЂЩњЮяЕФвжжЦзїгУНЕжСзюЕЭЁЃ
(2)ФПЧАЃЌвЛаЉъPгкИптЖШАБЕЊUЫЎЬРэЕФбаОПКЭыHЩњЎaжаЃЌЖрВЩгУДЕУЗЈУЕЊЁЃДЕУЙЄЫАБДЕУЕФаЇЙћСМКУЃЌЕЋДЕУГЩБОИпЃЌвЛДЮадЭЖйYДѓЃЌВйзїЙмРэЭыsЁЃБОЯЕНyВЩгУШЋЩњЛЏЙЄЫЃЌВйзїКЮЁЂаЇЙћвВн^РэЯыЁЃ
(3)джадЬРэбbжУвбЭЈп^ЯръPВПщTЕФђЪеЃЌФПЧАЩњЎaвФЃЕФЬРэбbжУвбНЈГЩВЂдке{джаЃЌвдКѓЂІЯръPЧщrгшвдНщНBЁЃ


