摘要:本文介紹電鍍工業園電鍍廢水生物納米材料(BN)處理的原理、工藝流程和工程實例及有關問題。電鍍行業的發展,產生了大量有毒有害的污染物,對環境造成極大的危害。采用生物納米材料(BN)處理電鍍廢水, 既可降低運行成本、又可使出水穩定達到國家《污水綜合排放標準》(GB8978-1996)的一級標準,水可回用,金屬可回收。
關鍵詞:生物納米材料 電鍍廢水 處理工程
1 前 言
隨著我國工業經濟的快速發展,帶動了電鍍行業的迅猛發展。而電鍍生產中, 化工原料利用率低,產生污染物種類多、毒性大、排放量大,危害重。電鍍廢水來源于電鍍生產過程中的鍍件清洗、鍍液過濾、廢鍍液以及由于操作或管理不善引起的“跑、冒、滴、漏”,另外還有地面沖洗,通風冷凝等[1]。電鍍廢水中含有Cr6+、Ni2+、Cu2+ 、Zn2+和CN—等污染物,這些污染物排放到外環境,將對環境,尤其是水源環境造成很大危害。
國內外科技人員對電鍍廢水處理技術進行了大量的研究和探索,研究了20余種治理電鍍廢水的方法,這些方法可分為四大基本類型,即物理法、化學法、物理化學法和生物法。物理法主要有蒸發法、活性炭吸附法、膜過濾法等;化學法主要有硫化物沉淀法、氫氧化物沉淀法、焦亞硫酸鈉還原沉淀法等;物理化學法主要有離子交換法、TBP萃取法、反滲透法、電解法等。這些方法在不同程度上具有費用較高、易產生二次污染等缺點。利用微生物處理重金屬工業廢水的研究源于20世紀80年代,目前已經取得較好的進展。張建民等采用生物技術從電鍍淤泥中分離出還原桿菌(脫硫孤菌),并實驗了菌量、鉻離子濃度、反應溫度和時間等因素對還原桿菌去除溶液中鉻離子效率的影響。結果表明:在菌廢比l:1.4,20℃~30℃,pH5~6,作用16~20 h,對Cr6+ 75 mg/L的去除率可達99.9%[2]。劉瑞軒等用生物膜法處理含鉻的電鍍廢水表明:該法對水質水量波動適應性強,對含Cr3+ 濃度為5~80mg/L的電鍍廢水均可得到高效治理,出水濃度為1.0 mg/L左右,低于工業廢水排放標準[3]。我公司拓展的生物納米材料(BN)處理電鍍廢水具有物理、化學和物化法的氧化、還原、吸附、絮凝共沉淀等特點,特別適應高中低金屬離子濃度廢水的處理。能保障出水的穩定達標。本法無大量污泥產生,水可回用,金屬可回收,操作管理簡便,投資和運行費低。
2 BN處理電鍍廢水的機理
工藝所用的BN,在BN產生池(器)的不同層次繁殖,具有專性的幾種納米菌株,它們之間互生、共生并產生化學物質的氧化還原反應生成專一的納米材料(BN),該BN在廢水中能迅速還原Cr6+為Cr3+,對Ni2+、Cu2+、Zn2+、Cr3+離子幾乎同時有靜電吸附作用、混凝作用、絮凝作用、包藏共沉淀作用和對廢水pH值的緩沖作用,使得金屬離子迅速被沉集而廢水被凈化。
3 處理工藝流程
電鍍廢水的組成成分復雜,若將各種廢水混合在一起處理,由于水量較大,污染物復雜,而含重金屬和氰化物廢水處理工藝的反應條件不同,會造成投資及運行費用大大增高。因此,本BN法將電鍍廢水分成三條線來處理,其具體的工藝流程如下:

含鉻廢水經隔油池1除油,進入調節池1調節水質水量,泵入反應池1與BN反應,溢流入反應池2與BN反應,再溢流入混凝池1調pH,再經絮凝池1,斜沉池、過濾后排放。
綜合廢水(含銅、鎳、鋅)經隔油池2除去油類物質,進入調節池2調節水質水量,泵入反應池3,與BN反應30 min后,溢流入反應池4與BN反應,經混凝池2調節pH,其出水溢流進絮凝池2,加PAM絮凝,然后進入斜沉池固液分離和過濾器過濾后,出水排放或回用。
含氰廢水經隔油池3除油,進入調節池3調節水質水量后,泵入破氰池1,在pH10~11、ORP 300mV下,加NaClO進行不完全破氰,溢流入破氰池2,在pH8~9下加NaClO在ORP 650 mV下進行完全破氰后,自流經反應池5和6與BN反應除Ni2+、Cu2+,經混凝池3、絮凝池3,再經過斜沉池固液分離、過濾器過濾后排放或回用。
斜沉池和過濾器排出的污泥進污泥池,經污泥脫水機脫水后,泥餅作金屬回收的原料,脫水回調節池。回水池水用泵打入BN產生池,并加入營養物,在35℃~39℃,48 h生產BN備用。
調節池、反應池、BN池等的大小由鍍種、金屬離子、氰離子濃度和日處理廢水量確定,BN與廢水的最佳比例由處理實際廢水調試得出。
本工藝不會出現對BN的累積毒性。每日加入的營養物中有足夠的C、N、P和S源,BN能按需要增長,足以供應工程運行的用量,使工程穩定運行、處理出水達標排放。
4 工程實例及調試運行結果
某電鍍工業園(股份制公司)由24家中小電鍍廠組成,每天排放電鍍廢水500m3,其中:含氰廢水100 m3,含鉻廢水100 m3,綜合廢水300 m3。要求經處理之后,其排放出水達到國家《污水綜合排放標準》GB8978-1996的一級排放標準。廢水水質各項指標:Cr6+≤800 mg/L;Cu2+≤150mg/L;Ni2+≤150 mg/L;CN—≤70mg/L;pH≥3。處理出水水質指標:Cr6+<0.5mg/L;TCr<1.5mg/L;TCN<0.5mg/L;Cu2+<0.5mg/L;Ni2+<1mg/L;pH=6~9。
該電鍍廢水采用上述工藝流程處理的運行結果見表1:(時間是2006年6月16日~25日,廢水濃度單位除pH外均是mg/L)
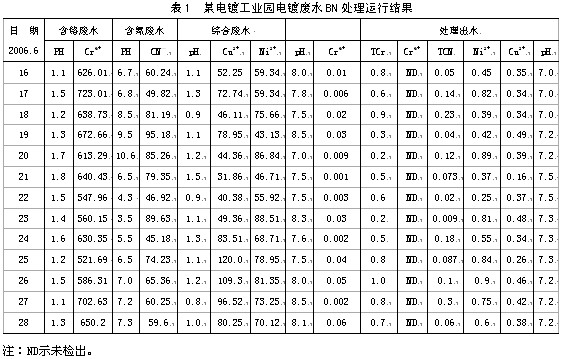
由上表可以看出: 電鍍廢水經過BN處理后處理出水的各項廢水指標均達到《污水綜合排放標準》(GB8978—1996)pH:6~9,Cr6+≤0.5 mg/L,總鉻≤1.5 mg/L,TCN≤0.5 mg/L,Ni2+≤1.0mg/L,Cu2+≤0.5mg/L,并且能長期穩定達標。該工程自投入運行6月個以來,出水各項指標均穩定達標,水回用,金屬回收。工程操作管理方便,設備安全可靠,BN的培養和使用方便,處理效果好,工程投資省、能耗小,運行費低。
5 運行成本
1.含鉻廢水,pH3,Cr6+95.5 mg/L,BN處理的成本為4.5元/m3·廢水;化學法為6.5 元/m3·廢水。
2.綜合廢水,pH3,Ni2+117.2 mg/L,Cu2+13.3 mg/L,BN處理的成本為4.8元/m3·廢水;化學法為8.3元/m3·廢水。
3.含氰廢水,pH9,CN—51mg/L,用次氯酸鈉+BN處理的成本為9.6元/m3·廢水。化學法處理的成本為11.8元/m3·廢水;
說明:BN法處理含鉻廢水和綜合廢水及含氰廢水的成本比化學法低。若將廢水中鎳、銅和鉻回收,可使運行成本大幅度降低。
6 混排會引起運行成本增高
調試中發現若將含鉻廢水、含氰廢水和綜合廢水混排必然造成處理出水水質不清澈,并且不能穩定達標,其運行成本高達13~21元/m3·廢水。因此,必須加強管理,杜絕混排的發生。
7 結 語
電鍍廢水所含有的污染成分比較多,并且危害極大,采用BN法處理, 提高管理水平,既可降低運行成本、又可使出水長期穩定達標排放,并且有利于鎳、銅、鉻金屬的回收,進而產生較好的環境社會效益。
參考文獻
[1] 張自杰,錢易,章非娟.環境工程手冊——水污染防治卷[M].北京:高等教育出版社,1996,10:1268—1276.
[2] 張建民.生物處理電鍍鉻廢水的研究[J].工業水處理.1999,19(5):21—22.
[3] 劉瑞軒,于愛華,王韜等.一種處理含Cr3+電鍍污水的新工藝[J].化學通報,2005(7):541—546.
[4] 李福德.微生物治理電鍍廢水方法[J].電鍍與精飾.2002,24(2):35-37.作者: 李 昕,丁西明,黃智歡,李福德

