摘要:本文介紹了近年來我院在制漿生產中應用的幾種COD減排新技術,并通過工程應用實例說明這三個新技術在紙漿生產過程中減排污染物的效果:①采用木聚糖酶AU-PE89漂白,可使制漿過程中的CODCr去除效率提高約20%,使CODCr、SS、BOD5分別減少20%~50%,AOX減少60%~70%,漂白成本減少9~34元/Adt;②采用生物酶助劑處理的廢水與常規工藝的處理效果相比,可使CODCr去除效率提高16%、色度去除效率提高27%;③二沉池采用Fenton流 化床技術進行深度處理,最終出水CODCr濃度降低到70 mg/L以下,色度降低到15倍以下。
關鍵詞: COD減排;造紙廢水;木聚糖酶;生物助劑;Fenton流化床
1 前言
隨著我國經濟的高速發展,水污染日趨嚴重。為保護水資源,實施可持續發展戰略,水污染防治勢在必行。化學需氧量(COD)的減排是水污染防治的標志性指標。我國環境保護“十一五”規劃中明確提出“十一五”期間全國廢水COD排放總量削減10%。為了達到這一目標,水污染嚴重的行業必然成為治理重點。造紙工業是世界上六大污染工業之一。該行業廢水排放量大,對生態造成嚴重破壞。據統計,2004年造紙行業廢水排放量為31.9億t,占全國工業總排放量的16.1%,其中COD的排放量為148.8萬t,占全國工業廢水污染物排放量的33.0%[1,2]。因此造紙行業的COD減排是十一五期間COD減排的重點之一。
造紙行業之所以成為污染大戶,主要原因有幾點:首先,造紙生產過程中會產生大量的污染物;第二,由于造紙廢水可生化性差、水質水量變化大,常規的污水處理方法難以奏效;第三,造紙廢水經過現有的常規處理工藝凈化后,仍然含有較高濃度的污染物。針對以上這些問題,本文論述了制漿生產過程中污染物減排的一整套方案,即,通過木聚糖酶助漂技術,在紙漿漂白工序中減少污染物的產量;通過生物助劑強化技術,改善并穩定造紙廢水生化處理工藝的處理效果;通過Fenton流化床技術,對造紙廢水進行深度處理,使凈化后的造紙廢水能夠優于排放標準排放,從而最大限度地削減污染物,減少污染物的排放量。
2 木聚糖酶AU-PE89紙漿生物助漂技術
2.1木聚糖酶紙漿生物助漂技術的減排原理
紙漿生產過程中產生的廢水主要來自紙漿漂白工序。傳統的紙漿化學漂白技術是通過化學氧化劑,將殘留在紙漿中的木質素通過化學反應生成溶于廢水的有機化合物,從而使紙漿變白,因此漂白廢水中污染物含量較高。木聚糖酶紙漿生物助漂技術是在紙漿漂白工序中加入木聚糖酶,通過微生物的作用改變紙漿的化學性質,使紙漿的纖維結構疏松,紙漿中殘余木質素與脫木質素化學品反應而去除。例如,在硫酸鹽法蒸煮過程中,蒸煮液中木聚糖會部分重新沉積在纖維上,這些重新沉積的木聚糖會阻礙漂白劑與殘余木質素的反應。木聚糖酶分解沉積在纖維表面的木聚糖,因此使漂白劑更易與木質素反應。木聚糖酶還能破壞殘余木質素中的LCC(木質素與碳水化合物復合物)的物質結構,能使其中一部分變為小分子溶出[3],從而減少了漂白化學藥品的消耗量,減少了污染物的產量。
目前,我國絕大部分造紙廠采用傳統的含氯漂白和過氧化氫漂白。對這兩種漂白方式,采用木聚糖酶預處理均能夠明顯提高紙漿的可漂性,同時降低了含氯漂劑使用量,從而降低化學漿漂白過程中CODCr和可吸附性有機鹵化物(AOX)向廢水中的排放量,減少對環境的污染。
2.2工程實例
AU-PE89木聚糖酶在堿法制漿生產過程中的高溫和堿性條件下可進行有效助漂。該生物酶適合于堿法麥草漿、堿法葦漿、堿法蔗渣漿、堿法楊木漿、硫酸鹽桉木漿、硫酸鹽馬尾松等多種制漿工藝[4]。AU-PE89木聚糖酶已在國內十多家制漿造紙企業獲得成功的應用。通過對采用不同制漿原料的企業使用AU-PE89木聚糖酶效果的調察,尤其是該種酶使用后對紙漿產品質量、產品單耗和污染物產生量等方面的綜合分析,全面評估了AU-PE89木聚糖酶生物助漂技術的實際應用效果(見表1)。

實際生產的應用效果表明:采用AU-PE89木聚糖酶進行輔助漂白,能夠明顯降低漂白工段廢水中CODCr和AOX的排放量,同時提高漂白漿的質量,降低能耗,提高紙漿的得率和紙機的生產效率,為企業帶來了明顯的經濟效益。
3 生物酶助劑廢水生物處理強化技術
國內在造紙廢水處理中,目前廣泛應用的是生物處理法,其中包括活性污泥法、生物膜法和厭氧生物法等。但是利用這些常規的生物處理法處理制漿水仍然存在處理效率低、CODCr、色度不能達標的問題。采用生物酶助劑可以有效提高這些工藝的處理效率,使處理后的出水穩定達標。
3.1生物酶助劑廢水處理原理
由于造紙廢水中有機污染物濃度高、可生化性差,因此傳統的生物處理系統中污泥活性差,抗沖擊負荷能力弱、有機物去除率低、穩定性差,還會經常導致后續化學處理成本增高。生物酶助劑從自然界中篩選出來的、具有特定的降解功能。在廢水生物處理系統中加入生物酶助劑能縮短微生物的培養馴化時間,迅速提高生物處理系統中微生物量,從而提高廢水處理效率。而且,生物助劑使用安全,操作方便,在工程應用中容易實現。
3.2工程實例
我院將生物酶助劑在幾年前就已應用于廣東造紙廠的制漿廢水處理系統中[5]。該企業主要生產高檔次的高白度竹木混合漿(MBKP)和高白度闊葉木漿(LBKP)。該企業采用硫酸鹽法,以雜木及竹子為原料,生產漂白硫酸鹽木漿。該企業產生的廢水主要有制漿車間的中段廢水、抄漿車間的抄漿白水、堿回收車間排放的冷凝水、熱電科的沖渣廢水及少量生活污水。廢水中主要含有樹皮、泥砂、木屑以及木材中的水溶性物質、SS、色素、鹽類、纖維和氯化物等污染物。目前該企業廢水處理能力為13000m3/d,處理工藝為“化學混凝+二級生物處理+化學混凝沉淀”的三級處理組合工藝。其處理工藝流程見圖1。廢水處理系統進水水量為8000~15000m3/d,進水水質CODCr為904~1455mg/L、BOD5為99~204mg/L、SS為150~250mg/L、色度為150~250倍、pH值為2~5,BOD5/COD=0.11~0.14,廢水可生化性很差。

該企業生產廢水通過管網收集后進入處理系統。首先經篩網去除較大的懸浮物,并回收部分廢漿,然后進入快混池和慢混池,投加Ca(OH)2調節pH值,投加PAM進行化學絮凝,再經過平流式沉淀池沉淀,上清液自流進入緩沖池,經冷卻塔冷卻至生物處理適宜的溫度,再依次進入厭氧池和好氧池進行生物處理,在生化段投加生物酶助劑、尿酸和磷酸補充微生物生長所需的N和P,污水經生物處理后,大部分有機物已被去除,經過二沉池進行泥水分離,再進一步進行化學混凝沉淀及脫色,處理達標水排出廠外。
3.2.1生物助劑對生物處理單元的啟動的影響
該企業原有的處理系統好氧池污泥濃度為900mg/L,生物相觀察發現活性污泥中沒有指示性生物出現,僅有極少量的游泳型纖毛蟲。在好氧池的進口處,投加BI-CHEM 1005PP和BI-CHEM 1008CB兩種專門用于制漿造紙廢水處理的生物助劑(投加量見表2)后3~5d,活性污泥中開始出現大量纖毛類原生動物,如各類斜管蟲、豆形蟲、裂口蟲、漫游蟲等,活性污泥中的微生物呈現出多樣性和活躍性;投加生物助劑6~7d時,指示性微生物鐘蟲大量出現,此時出水澄清,處理效果較好;投加生物助劑8d時,少量旋輪蟲、豬吻輪蟲等后生動物開始出現,此時活性污泥系統已經處于相對穩定狀態,二沉池出水CODCr達到250mg/L以下,并且系統MLVSS/MLSS值達到70%以上。投加生物助劑12d后系統基本穩定,16d后進入維持期,此時噸水投加生物助劑量僅為初期的8%。由此可見,投加合適的生物助劑能夠使生物處理系統在8d左右時間內快速啟動與恢復,改善微生物活性,提高處理系統的生物處理效率。

3.2.2生物助劑對污染物去除效果的改善
該廠在使用生物助劑期間,企業生產工藝系統正在進行改造,進入生物處理單元的污染物平均量高于使用生物助劑前,但是生物處理單元出水污染物指標卻明顯降低。在此期間,處理系統對CODCr、SS、色度的去除率分別從59%、18%、34%提高到75%、35%、61%,分別提高了16%、17%、27%(見表3)。

由此可見,投加這種生物酶助劑后,有助于常規微生物分解原來難降解的有機污染物,從而明顯地提高生物處理單元對CODCr、SS和色度的去除率,同時降低后續的化學混凝單元化學藥品消耗量。
3.2.3生物助劑對生物處理單元抗沖擊負荷能力的改善
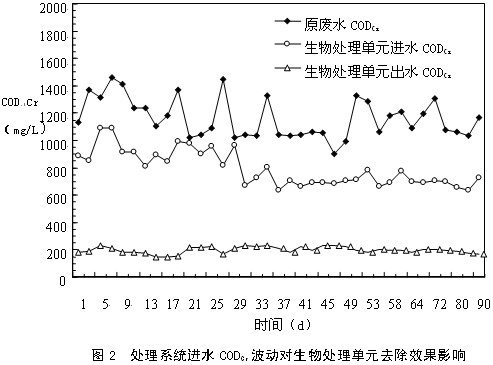
該企業的廢水水質波動較大。在使用生物助劑前3個月,處理系統進水CODCr最大值為1268mg/L、最小值為768mg/L、平均值為867mg/L;使用生物助劑后3個月,處理系統進水CODCr最大值為1455mg/L、最小值為904mg/L、平均值為1162mg/L,試驗階段進水CODCr平均提高了295mg/L。由于生物助劑作用,廢水水質波動對生物處理單元影響較小,生物處理單元出水水質仍然比較穩定(見圖2),出水CODCr在147~242mg/L的范圍內,達到《廣東省水污染排放限值》(DBU44/26-2001)中對CODCr的排放限制要求(≤250mg/L),避免了在水質沖擊負荷大時,生物處理單元出水水質明顯惡化的現象發生。
該企業原有的生化處理系統,采用自然馴化菌種雖然能夠適應這種廢水的處理環境,但自然菌種無法適應瞬間環境變化,抗沖擊負荷能力低下,當廢水水質負荷變化較大時,常常造成生物處理系統瓦解,不能在短時間內恢復正常。而采用生物酶助劑培養的微生物,對污染物具有較強的分解能力與快速適應能力,可以使生物處理單元保持在穩定狀態,具有較強的抗沖擊負荷能力,從而保證生物處理系統的出水的穩定性。
3.2.4使用生物助劑的經濟效益分析
使用生物助劑可以減少脫色劑、混凝劑的用量,從而產生了直接經濟效益。投加生物助劑增加的成本為0.05元/t,節約脫色劑、混凝劑用量的成本為0.21元/t,則扣除生物助劑增加成本后產生的直接經濟效益為0.16元/t,對于1萬t /d的制漿廢水處理系統每年僅藥劑成本就可以節約60萬元。
4 Fenton流化床廢水深度處理技術
雖然許多廢水處理工藝技術可以使造紙廢水經處理后達到《造紙工業水污染物排放標準》(GB 3544-2001)中的規定,根據造紙工藝的不同,該標準中CODCr為350 mg/L或400mg/L。但是從節能減排的角度出發,在CODCr值在350mg/L或400mg/L的基礎上,還有較大的減排空間。特別是有很多造紙企業外排廢水進入飲用水水源地或景觀用水水體,對水質的要求更高;從保護飲用水安全的角度考慮,對造紙廢水進行深度處理意義重大。采用Fenton流化床對常規處理后的造紙廢水進行深度處理,處理后的凈化水能夠達到CODCr≤70 mg/L,色度≤15的水平,這為CODCr的進一步減排提供了技術支持。
4.1Fenton流化床廢水處理原理
Fenton氧化法是利用過氧化氫(H2O2)和亞鐵離子(Fe2+)反應,產生強氧化劑·OH,將廢水中的有機物氧化并去除的一種化學處理法[6,7]。Fenton流化床是利用流化床的方式使Fenton法所產生的三價鐵大部分結晶或沉淀,是一項結合了同相化學氧化(Fenton法)、異相化學氧化(H2O2/FeOOH)、流化結晶及FeOOH的還原溶解等功能的新技術。鐵氧化物具有異相催化的作用,而流化床的方式也提高了化學氧化反應及質傳效率,使COD及色度的去除率提升。Fenton流化床示意圖見圖3。

4.2應用實例
Fenton流化床已經成功地應用于廣東某造紙廠的紙漿廢水處理工程,工藝流程圖見圖4。Fenton流化床設備的進水為二級生物處理系統的出水,廢水在該設備中停留時間約為30min。設備的進出口水質指標見表4。

Fenton流化床在廣東造紙廠的應用表明:該技術能夠很好地對造紙廢水進行深度處理,處理后的出水大大優于《廣東省水污染排放限值》(DB 44/26-2001)對造紙廢水CODCr 低于250mg/L的要求,CODCr濃度可降低到70mg/L以下,色度可降低到14倍以下。

5 結論與展望
本文提出的造紙行業中污染物減排的新技術在實際工程中的應用效果表明:這些技術能夠有效地減少造紙廢水中的CODCr、BOD、SS、AOX、色度等污染的排放量,尤其是Fenton流化床為造紙廢水處理后的回用于工業和向高品質地表水體排放提供了有效的處理手段,具有廣闊的應用前景。這些工藝在應用的同時還給企業帶來較好的經濟效益,因此具有很好的應用價值。這幾種技術在造紙行業進一步推廣后,將會大幅度削減造紙行業的外排污染物,為盡早實現我國“十一五”期間COD減排戰略做出貢獻。
參考文獻:
[1]趙麗紅, 孫洪軍. 生物技術在造紙工業廢水中的應用. 遼寧工學院學報, 2006, 26(3):186-190
[2]梁宏, 林海波, 王林元等. 造紙廢水治理技術研究現狀及展望. 四川理工學院學報, 2005, 18(2):56-60
[3]王之暉, 宋乾武. 木聚糖酶在硫酸鹽木漿輔助漂白中的應用研究. 環境工程學報, 2007, 第3期:12-15
[4]毛連山, 余世袁. 木聚糖酶在紙漿漂白中應用的研究現狀. 中國造紙學報, 2006, 第3期:22-25
[5]宋乾武, 王之暉和劉捷等. 生物助劑在制漿廢水處理中的應用研究. 給水排水, 2007, 33(3): 71-73
[6]徐美娟, 王啟山. Fenton試劑——用于制漿造紙工業廢水處理的高級氧化劑. 國際造紙, 2005, 24(1): 48-53
[7]劉汝鵬, 于水利. Fe-H2O2深度處理造紙中段廢水的研究. 中國給水排水, 2006, 22(11): 73-75 來源:宋乾武,白璐

