[摘要]印染廢水水質變化大、色度高,直接生物處理難度大,單一生化處理工藝難以達到排放要求。采用鐵屑內電解一生化工藝對浙江某印染廠廢水處理系統進行改進,內電解預處理大大提高了廢水的可生化性,最終生化段出水COD。去除率達到90%,色度去除率達到95%以上。鐵屑內電解一生化工藝具有處理效果好、出水水質穩定、設備簡單、操作管理方便、能耗低等特點,是處理印染廢水的有效方法之一。
[關鍵詞]印染廢水;鐵屑內電解法;脫色
隨著染料工業的迅速發展. 目前全世界使用的染料品種已達數萬種。印染廢水主要含有染料、漿料、助劑、油劑、酸堿、纖維雜質及無機鹽等,具有成分復雜、濃度高、色度高、難降解等特點[1]。鑒于單一生化處理工藝難以使廢水達到排放要求.筆者采用鐵屑內電解一生化工藝對某印染廠廢水原處理工藝(水解酸化一好氧)進行改進。
1 鐵屑內電解原理
鐵屑內電解法處理印染廢水是絮凝、吸附、架橋、卷掃、共沉淀、電沉積、電化學還原等綜合作用的結果[2、3]。
1.1 電化學還原作用
鐵屑內電解法是利用鐵屑中的鐵和碳(或加入的惰性電極)組分構成微小原電池的正極和負極.以投加的廢水為電解質溶液。形成原電池.發生氧化還原反應,從而去除污染物的方法。新生態的電極產物活性高.能與水中的多種有機污染物發生氧化還原反應,使其結構、形態發生變化。完成由難處理到易處理、由有色到無色的轉變。
鐵屑內電解法在其工作過程中,發生式(1)、(2)、(3)反應。
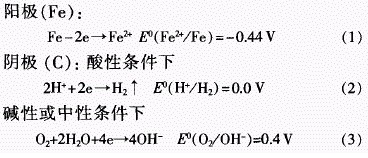 |
電極反應生成的產物具有很高的化學還原活性。在偏酸性的廢水中.電極反應產生的新生態的H能與染料等有機物和無機物組分發生氧化還原反應,使染料的發色基團破壞甚至斷鏈。從而達到脫色目的。
1.2 電沉積作用
電沉積一般是在外加直流電場的作用下,讓溶液中的陰、陽離子在電極表面發生氧化還原反應并沉積的過程。它可分為兩個階段:(1)離子從電解液到電極表面并放電;(2)得到或失去電子的物質在電極表面沉積。而對于鐵屑內電解法處理印染廢水,電沉積主要是印染廢水中的污染物伴隨著原電池在鐵的表面得到電子的過程。
1.3 絮凝作用
鐵屑內電解過程中,陽極上溶出的Fe 2+能將廢水中的染料粒子等膠凝在一起,形成以Fe2+為膠凝中心的絮凝體,捕集、夾裹和吸附懸浮的膠體共沉淀。而Fe2+有很強的還原能力,能使污水中的氯代芳香族有機物還原脫氯,使含磺酸基的芳香族有機物還原成酚類有機物。這些反應使得生物難降解的有機物轉化為易降解的物質,從而提高了污水的可生化性,為后續的生物處理打下基礎。另外,Fe2+經石灰中和及曝氣后生成的Fe(OH)3是很好的膠體絮凝劑,吸附能力高于一般藥劑水解得到的Fe(OH)3這樣,廢水中原有的SS以及通過內電解產生的不溶物和構成色度的不溶性染料可被其吸附凝聚。
2 實驗部分
2.1 廢水水質
實驗廢水取自寧波鎮海區某線業有限公司的印染廢水,其水質變化較大,有機物濃度高,具有CODcr高且變化大、SS多、色度大、廢水pH高、堿度大、BOD 低和可生化性差的特點,其水質指標見表1。
 |
2.2 分析方法和儀器
分析方法:pH采用pHS一3C數顯酸度計測定:CODcr采用重鉻酸鉀法測定;色度采用稀釋倍數法測定;BOD5采用稀釋接種法測定。儀器:D100mm-510mm內電解過濾柱,自制:H—Y4調速多用振蕩器。
2.3 實驗方法
2.3.1 靜態實驗步驟
實驗所用鐵屑取自機械廠的廢料。鐵屑先用0.1 mol/L的稀硫酸,然后用丙酮反復洗滌以除去鐵屑表面的油污及氧化物、可能吸附的有機物及其他雜質,最后用去離子水洗至中性。將預處理后的鐵屑置于250 mL磨口錐形瓶中,加入150 mL待處理的印染廢水,調節pH為5—7,搖床常溫振蕩。在預定的時間間隔取樣,測pH,然后加入質量分數為5%的石灰乳調節pH至8 9.靜止沉淀30 min,取上清液分析CODcrBOD5及色度。
2.3.2 連續實驗
印染廢水處理工藝流程見圖1。
 |
改進后工藝的廢水首先流入pH調節池,將pH調節為5左右,由泵打人內電解過濾柱,經內電解還原處理后的廢水進生化池進行生化處理,在充分供氧的條件下,附著在生化池中填料上的微生物對廢水中的有機物進行生物降解,達到凈化水質的目的。內電解過濾柱體積約4 L,內裝有預處理過的廢鐵屑和粒徑為1 mm的陶礫,體積比為1:1。生化池的有效容積約40 L.內裝有D 50 mm×50 mm柱狀懸浮填料,填料體積投配比為50%。整個池子用隔板分為4格,分別作為調池 、曝氣池(2個)和沉淀池。底部接有穿孑L管曝氣,反應器各段都自然形成獨特的微生物,以適應不同的有機負荷。
3 結果與討論
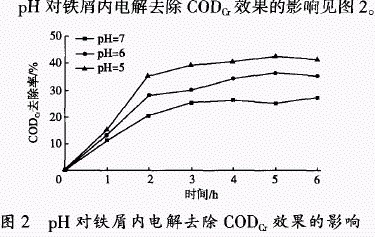
3.1 pH對鐵屑內電解去除COD cr效果的影響
由圖2可知,pH越低,CODo去除效果越好。pH為5時,去除率可>40%。在低pH下,鐵單質更易被氧化成Fe 2+,Fe 2+流人后續的好氧曝氣池中,被氧化為Fe(OH)3,有利于污泥的絮凝沉淀。但考慮到后續生化處理微生物生存對pH的要求(微生物在中性、弱堿性條件下生存),以及酸性過大,過多的鐵溶入水中,不僅造成浪費,也會產生大量的無機污泥,增加后續處理的負擔。因此在pH調節池內將進水的pH調節為5左右,既有利于鐵屑內電解還原反應的發生。又可控制無機污泥的產生量。
印染廢水經內電解還原處理后,在生化段好氧曝氣的過程中,水中的溶解氧繼續氧化Fe2+,pH會有所提高[4]。實驗結果見圖3。
 |
 |
由圖4可知。隨著溫度的升高,鐵屑內電解法對印染廢水CODcr的去除率增大,溫度為4O℃時的COD cr去除率接近50%,比溫度為25℃的CODcr去除率高近10%。考慮到廢水工藝的實際應用。廢水水溫為18~35℃ ,平均溫度為25℃左右,考慮到如果將廢水加熱。需增加設備投資和能源消耗,因此該工藝采用常溫(25 oC)處理。由圖4還可知,2h后廢水處理效果較好。實際工程應用時,鐵屑內電解段水力停留時間取2~3 h。
3.3 廢水有機物的去除
3. 3.1 BOD5/CODcr的變化
廢水經鐵屑內電解處理后,其BOD5/CODcr的變化見表2。
 |
由表2可知,進水的BOD5/CODcr只有0.14,可生化性較差,采用原處理工藝(水解酸化一好氧)處理時。效果不理想。由于增加了內電解法預處理,偶氮染料及帶有強拉電子基團的有機物被還原成小分子的有機物。BOD5/CODcr由原來的0.14增加到了0.31,大大提高了廢水的可生化性,為后續生化處理創造了有利條件。
3.3.2 對CODcr的去除效果
廢水的內電解還原處理時間為2 h。進水CODcr濃度逐漸增大到實際廢水濃度。對CODcr的處理效果見圖5。
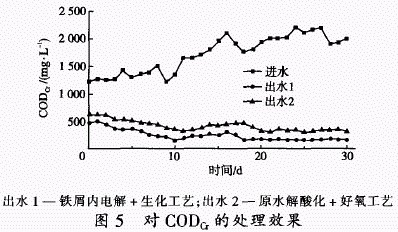 |
由圖5可知,隨著微生物對水質的逐漸適應,CODcr去除率漸漸升高,10 d后趨于穩定。出水CODcr為160~180 m#L,低于《紡織染整工業水污染物排放標準》(GB 4287-1 992)~級排放標準要求。原污水廠處理廢水停留時間48 h.而在連續試驗中,用鐵屑內電解一生化工藝處理該印染廢水,在廢水pH為5,停留時間為30h的情況下,CODcr去除率可達到9O%以上。
3.4 對色度的處理效果
對色度的處理效果見圖6。
 |
由圖6可知,采用水解酸化一好氧處理時,雖然水力停留時間長達48 h,但出水的色度很難達標,一般在9O倍左右。采用鐵屑內電解一生化工藝時降低色度的效果明顯,隨著反應的進行,顏色漸漸變淺,經過2 h后,廢水即變成淺黃色,色度約45倍,脫色率達到95%。經后續生化段充分曝氣后沉淀,廢水變得更清,色度更小,為25倍左右,小于《紡織染整工業水污染物排放標準》(GB 4287-1992)一級排放標準。
4 結論
(1)采用鐵屑內電解一生化工藝處理印染廢水,工藝設備簡單、電耗省、無需曝氣。鐵屑內電解是較為理想的生化處理的預處理工藝。
(2)鐵屑內電解法對色度的去除效果甚佳,有色廢水經預處理后色度大大降低,脫色率可達95%以上.出水色度符合國家標準。其對廢水中有機物的去除也有一定效果,預處理的CODcr去除率可達40%。
(3)廢水經鐵屑內電解處理后,BOD5/CODcr由原來的0.14增加到了0.31,大大提高了廢水的可生化性。再經生物處理后,CODcr的去除率>90%。
[參考文獻]
[1]李家珍,染料、染色工業廢水處理[M].北京:化學工業出版社,1997:74,
[2]吳文軍,鐵屑內電解法處理染料廢水[J].污染防治技術,1994,7(3):41—42,
[3]羅立新,劉志江.鐵屑內電解法廢水處理裝置研究[J].環境科學與技術,2003,26(2):42—44.
[4]徐文英,周榮豐,高廷耀,等,混合化工廢水處理工藝的研究[J].給水排水,2003,29(5):52—55. 作者: 程春民 來源:谷騰水網

