摘要:研究了以鋁作陽極采用脈沖電絮凝技術對難降解染料廢水的處理,探討了脈沖電源脈沖占空比、脈沖頻率、電流密度、電解時間 和廢水濃度等因素對廢水色度和COD去除率的影響,并對脈沖方式在脫色率和COD去除率、材耗及能耗等方面進行了對比研究。結果表 明,與直流電絮凝相比,脈沖電絮凝技術在處理難降解染料廢水中有著明顯的節能優勢,單脈沖和雙脈沖電絮凝其能耗分別降低了84%和 87%,其電極消耗則分別與之持平和增加了93%。
關鍵詞:脈沖;電絮凝;印染廢水
近年來,印染、制藥、油漆、化工等行業的迅速發 展,產生了大量的高濃度、難降解、毒害大的有機廢 水,包括難生物降解染料、酚類物質、硝基苯、苯乙酮、 氯酚等有機污染物,給生態環境帶來的極大的危害, 這類廢水的處理一直是國內外污水處理界公認的難 題。人們相繼提出了許多新的處理工藝,包括生物法、 高級氧化技術等,特別是選用預處理工藝,然后經厭 氧耗氧等后續組合工藝處理的方法已成為普遍共識。 實踐證明,采用化學絮凝劑預處理方法對于高濃度、 難降解工業廢水的預處理難以達到理想的效果。電絮 凝法處理廢水,一般不需要添加化學藥劑,設備體積 小,占地面積少,操作簡單靈活,污泥量少,后續處理 簡單。另外,電絮凝在去除部分COD的同時,能同時 提高廢水的可生化性能,大大提高了有機廢水的生化 處理效率[1-5]。
然而,傳統電絮凝技術存在著由于電極極化導致電耗升高、處理效率降低的不足。為了克服傳統電絮 凝的這一缺點,近年來國內外學者將脈沖技術與電絮 凝法相結合,發展了一種新型的電絮凝技術———脈沖 電絮凝水處理技術[6-8]。本文研究了脈沖電絮凝方法對 難降解印染廢水的處理,考查了實驗參數對脈沖電絮 凝的影響,表明脈沖電絮凝技術在處理難降解廢水中 有較強的節能優勢。
1.實驗部分
1.1實驗原理
脈沖電解采用了“供電-斷電-供電”不斷重復的 供電方式,與一般電絮凝技術相比,脈沖電絮凝過程 中施加的是脈沖信號,因而電極上發生的反應時斷時 續,有利于電極表面的擴散,從而大大降低了電極的 濃差極化導致的電極鈍化;由于脈沖間歇過程中,實 際通電時間遠小于電絮凝處理的總反應時間,因而脈沖電絮凝技術可以有效地、大幅度地降低能耗。 正常工作中,電極主要發生的反應如下:
 |
整個電絮凝過程至少包含了電解氧化還原、電解 絮凝和電解氣浮三種廢水的電化學處理過程的協同 效應,因而有助于大幅度提高難降解廢水的處理效果。
1.2實驗裝置與原料
實驗裝置如圖1所示。
 |
自制有機玻璃電解槽(有效體積750mL);純鋁板 電極(40mm×40mm×2mm,有效絮凝面積12cm2,極板 間距保持10mm);SMD-P型智能多脈沖電鍍電源 (占空比0~1無級連續可調,頻率0.1~5kHz;河北邯鄲 市大舜電鍍設備有限公司);UV-2102PCS型紫外可 見分光光度計(上海UNICO公司);VC98A數字萬用 表(深圳市勝利高電子科技有限公司);KN-100 COD 消解器(江蘇電分析儀器廠)。
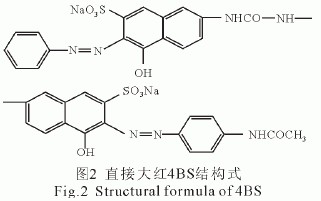
模擬難降解廢水為直接大紅4BS(結構式見圖2)模擬難降解廢水,并加入2g/L的無水硫酸鈉作電解質,其最大吸收波長為507nm,1000mg/L直接大紅廢水實測COD為303.3mg/L。
1.3實驗方法
在反應槽中加入300mL直接大紅廢水,磁力攪拌,改變脈沖電源的脈沖占空比、脈沖頻率、廢水濃度、電流密度和電解時間等參數進行脈沖電絮凝,靜置10min,取中間清液過濾測定COD和色度,稱量鋁板電極反應前后的質量算出其電解過程中的消耗量,并測量兩電極的電壓變化。
單脈沖和直流電絮凝實驗陽極和陰極分別為鋁和鈦電極,雙脈沖實驗的兩個電極皆為鋁板電極, COD按HJ/T 399-2007方法測定。處理效率的計算方法及公式如下:
 |
2 實驗結果與討論
2.1單脈沖電絮凝參數對色度和COD去除率的影響
2.1.1占空比
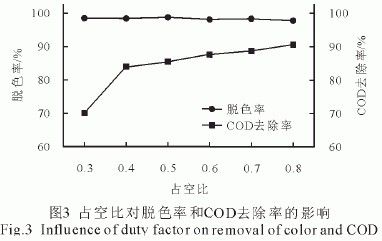
實驗保持電源電流為0.2A(電極有效面積12 cm)2,脈沖頻率為1kHz,處理時間60 min不變,考查占空比對500mg/L的廢水脫色和COD去除率的影響,實驗結果如圖3。由圖3可見,占空比對脫色率影響較小,在占空比0.3~0.8范圍內,脫色率均達97%以上;占空比對COD去除率有明顯的影響,隨占空比的增加 COD去除率增大,但只當占空比大于0.4以后COD 去除率變化不大,均達到85%以上。考慮到占空比越大,電耗越大,因此本實驗后續采用占空比0.4。
 |
 |
2.1.2脈沖頻率
保持電流為0.2A(電極有效面積12cm2),占空比為0.4,處理時間60min不變,考查脈沖頻率(中頻到 高頻段:0.1~3.6kHz)對500mg/L的廢水脫色率和 COD去除率的影響,實驗結果如圖4。由圖4可見,脈 沖頻率對脫色率變化不明顯,在0.2~3.6 KHz范圍內 脫色率均達97%以上;COD去除率隨著頻率的增加先 減后增,在0.2kHz時達到最高,并在高頻處出現略微 的上升趨勢。綜合考慮,選擇脈沖頻率0.2kHz為宜。
 |
 |
2.1.3電流密度
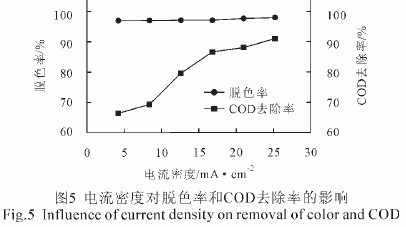
保持占空比為0.4,脈沖頻率為0.2kHz,處理時間 60min不變,考查電流密度對500mg/L廢水的脫色率和 COD去除率的影響,實驗結果如圖5。由圖5可見,電源 電流密度對脫色率的影響不明顯,在4.2~25.2mA/cm2 (電極有效面積為12cm)2范圍內平均達到97%以上;電 源電流密度對COD去除率的影響較大,COD去除率 隨電流密度的增大而增加,在電流密度為16.8mA/cm2 以后COD去除率可達90%。顯然,在低電流密度時, 盡管脫色率較高但COD去除率卻較低,說明染料分 子主要發生了有色基團分子結構的破壞,而沒有發 生明顯的礦化。考慮到COD去除率在電流密度為 16.8mA/cm2以后變化很小,且可達90%左右,而電流 密度越大耗能越大,故選電流密度16.8mA/cm(2即電流為0.2A)為宜。
2.1.4電解時間
保持電流為0.2A,占空比為0.4,脈沖頻率為0.2kHz 不變,考查脈沖電絮凝處理時間對500mg/L廢水的脫色率和COD去除率的影響,實驗結果如圖6。由圖6 可見,脫色率隨電解時間的延長而增加,在30min后平均達到97%以上,此后隨時間的延長基本保持不變;COD去除率亦隨電解時間的延長而增加,在 60min后平均可達90%以上,此后隨時間的延長基本保持不變。綜合考慮,處理時間60min為宜。
綜上所述,單脈沖電絮凝的最佳實驗參數為:占 空比:0.4;脈沖頻率:0.2kHz;電流密度:16.8mA/cm2; 電解時間:60min。
2.2單脈沖電絮凝對不同濃度廢水的處理
 |
 |
 |
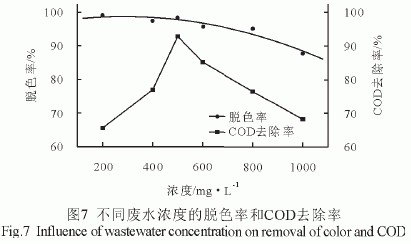
保持電源電流為0.2A(電極有效面積為12cm)2, 占空比為0.4,脈沖頻率為0.2kHz不變,對不同濃度的廢水處理60min,實驗結果如圖7。由圖7可見,脫 色率隨濃度的升高而逐漸降低;COD去除率隨濃度的升高先增加后減小,在500mg/L時達到最大值。廢水在低濃度時色度去除率很高而COD去除率較低, 這是由于在電絮凝的同時,有大量水分子發生了分解所致。
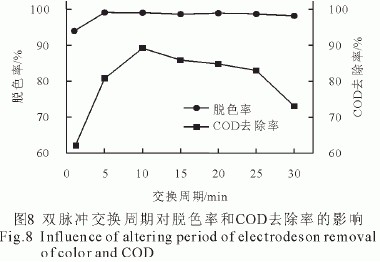
2.3雙脈沖電絮凝對色度和COD去除率的影響 保持電源電流為0.2A(電極有效面積為12cm)2, 占空比為0.4,脈沖頻率為0.2kHz不變,改變兩極正 負交換周期(交換周期范圍為1~30min),對濃度為 500mg/L的廢水處理60min,實驗結果如圖8。
由圖8可見,脫色率隨交換周期的增加在5min以后基本保 持不變;COD去除率隨著交換周期的增加先增后減,在10min時達到最大值。色度和COD在交換周期很 短時去除率都比較低,其主要原因是交換周期越短, 兩極電流變化越大,導致兩極電流值較低而影響了處 理效果;當在交換周期較長時,相當于單脈沖處理, COD處理也有所下降。綜合考慮,雙脈沖電絮凝在交 換周期為10min時為宜。
3.處理效果對比與結論
對直流、單脈沖和雙脈沖電絮凝的處理效率、耗 材及耗能進行的比較,見表1。
 |
由表1可見,對于500mg/L印染廢水,單脈沖和雙脈沖電絮凝都表現出明顯的節能效果,與直流電絮凝相比,能耗分別下降了84%和87%,而COD處理效果相當,但雙脈沖與單脈沖電絮凝相比,雙脈沖電極耗材較大,單脈沖電極耗材與直流電絮凝相當。綜上所述,脈沖電絮凝在處理難降解印染廢水上具有較好的節能效果,且單脈沖電絮凝的綜合效益更好。來源:谷騰水網 作者: 陳意民,李金花,李龍海,周保學,蔡偉民,宋永會

