電鍍生產中含鎳廢水主要來自鍍槽翻洗缸角退鍍液、化學液、廢鍍液等,鍍鎳槽液使用時間長后,鐵、銅、鋅等離子會積累,另外某些有機添加劑也會破壞而失掉,從而引起鍍層的各種質量題目。由于鎳資源比較寶貴,大多數電鍍廠都盡可能凈化回用。
針對含鎳廢水怎么處理的問題,本文詳細介紹一種含鎳廢水的處理工藝—反滲透膜技術。
膜分離技術作為一門高新技術,因其分離高效、節能、無二次污染、操作方便、占地面積少等優點,逐漸在電鍍廢水處理中得到廣泛應用。
1 工藝流程
該系統由兩部分組成,即原水預處理部分和反滲透部分。
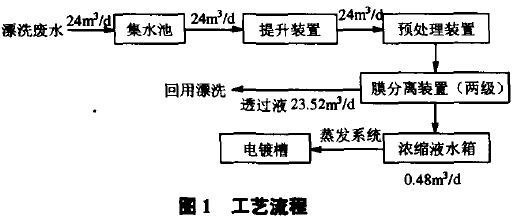
1.1 預處理部分
預處理系統由原水池、提升泵、袋式濾器、除油過濾器及保安濾器組成。
廢水由原水池經過提升泵進入袋式濾器,運行壓力0.35nO.38MPa,濾器內置孔徑為5μm 的PP濾袋,可以去除大部分固體懸浮物、大分子膠體等。然后廢水經過除油過濾器,在0.3 1 —0.35MPa運行壓力下,可以吸附廢水中的有機物、油脂和殘余氯,也能去除水中的臭味、色度等。最后廢水進入保安濾器,運行壓力0.28—0.32MPa,保安濾器配有5μm的PP濾芯,對預處理起到最后保安作用,防止管路中微粒進入RO泵,以免損壞RO泵和膜組件。所有預處理工序都是為最大限度地防止和延緩污染物在RO膜面上的沉積,防止膠體物質及固體懸浮微粒的賭賽以及有機物、微生物、氧化性物質等對膜的破壞,以延緩RO膜的水解過程,從而使RO系統在良好狀態下工作。
1.2 一級Ro系統
廢水經過預處理后,由一級輸送泵送入一級RO裝置進行連續濃縮。一級濃縮系統的廢水處理量為1 m3/h,廢水鎳離子的濃度約為320—350 mg/L,pH5~7,還有光亮劑等少量有機物。設計運行壓力1.5MPa,膜組件通量800L/h。該系統采用杭州水處理技術研究中心自行生產的8英寸聚酰胺抗污染膜元件4只,單支元件的有效膜面積為32m , 脫鹽率≥99%。經過該系統的處理,廢水中80%的水分被分離出來,產水電導率≤150μS/cm,直接回用到電鍍生產作漂洗用水。而絕大部分的金屬離子被膜截留在濃縮液中,進入二級濃縮系統,濃縮倍數達到5。
1.3 二級Ro系統
一級RO系統的濃縮液由二級輸送泵進入二級RO裝置進行循環濃縮。二級濃縮系統的廢水處理量為0.2 m3/h,廢水鎳離子的濃度約為16000—1800mg/L,pH 5~7。設計運行壓力2.5MPa, 通量200L/h。該系統采用4支進口的4英寸聚酰胺復合海水淡化膜元件,單支元件的有效膜面積為7m ,脫鹽率≥99.5%。經過該系統的處理,二級濃縮液再濃縮了lO倍以上,并送至蒸發系統,兩極RO產水均進入RO產水箱回用到生產線上,形成良性的清潔化生產的循環用水系統。濃縮液經蒸發后直接回到電鍍槽使用。
2 穩定運行
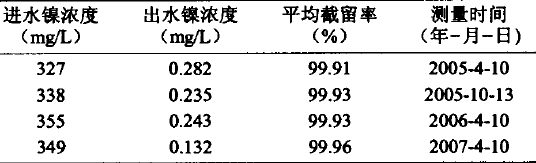
反滲透膜系統處理后的出水主要回用于鍍鎳漂洗水,由于鍍鎳液的工作溫度為55—60"C,在電鍍過程中有大量水分蒸發,故在RO裝置濃液排出的稀鍍鎳液(量少時)可順利加入鍍鎳槽中回用。整個系統從2005年4月運行至今,系統運行平穩,各項指標均基本達到設計要求,系統運行參數見表1。
廢水處理監測結果見表2。從實際運行結果來看,膜法鎳回收系統的鎳回收率達到99.96%,水回用率達到100%,達到設計要求。本方案對漂洗廢水不但對水資源進行了回收,而且回收了鎳資源。經膜系統濃縮5O倍后的濃縮液直接回用到電鍍槽,作為生產工藝的補充用水。本方案處理工藝簡單,維護簡單,無二次污染,較徹底地實現了鍍鎳廢水的零排放。

3 RO膜的清洗與維護
在正常操作過程中,RO元件內的膜面會受到無機鹽垢、微生物、膠體顆粒和不溶性有機物質的污染,從而引起膜通量下降,從而導致設備成本上升,產品質量下降等一系列問題。盡管本工藝的預處理系統比較完善,但經過較長時間運行,RO膜面仍不可避免地出現污染問題,這是膜分離技術在實際工程中普遍存在的問題。因此,在實際工程中,要特別注重對膜的維護一膜污染的控制與清洗。2005年lO月份,膜污染較為嚴重,通量下降約20%,采用加酸和堿的方法進行化學清洗,膜通量恢復率基本能達到設計值的95%左右。具體參見http://www.manhuagui.cn更多相關技術文檔。
5 結論
采用兩級RO膜系統對含鎳250~350 mg/L的漂洗廢水進行處理,對鎳的截留率達99.9%以上,經兩年多運管行考察,系統運行平穩,各項指標基本達到設計要求,經濟效益較為明顯,年凈收益達43.34萬元,且出水可達到回用要求。總之該工程在技術上可行,而且還產生了良好的經濟效益、社會效益和環境效益,對電鍍行業的可持續發展具有重要意義。

